Desalination
of industrial
waste water
powered by waste heat


Reuse more water with less brine.
In industry in general, fresh water is a fundamental resource for innumerous applications. For example: the oil and gas industry, which uses a great portion of its fresh water intake to inject into the reservoir to counteract the subsoil pressure and achieve high recovery levels. This liquid, “produced water” re-emerges, is enriched with several organic and inorganic components at variable concentrations. This creates the need of a complex treatment plant to separate the contaminants and to obtain a water effluent with sufficient quality for further treatment, discharge or reuse.
Another example is the textile industry: dyeing, bleaching, printing and finishing grey fabrics uses substantial amounts of water. And the treatment of this textile waste water is difficult due to the variety of materials and processes used in the manufacturing process. The contaminants in the water often contain organics, deflocculation agents, finishing agents and surfactants.
Membrane distillation: improve and simplify waste water treatment.
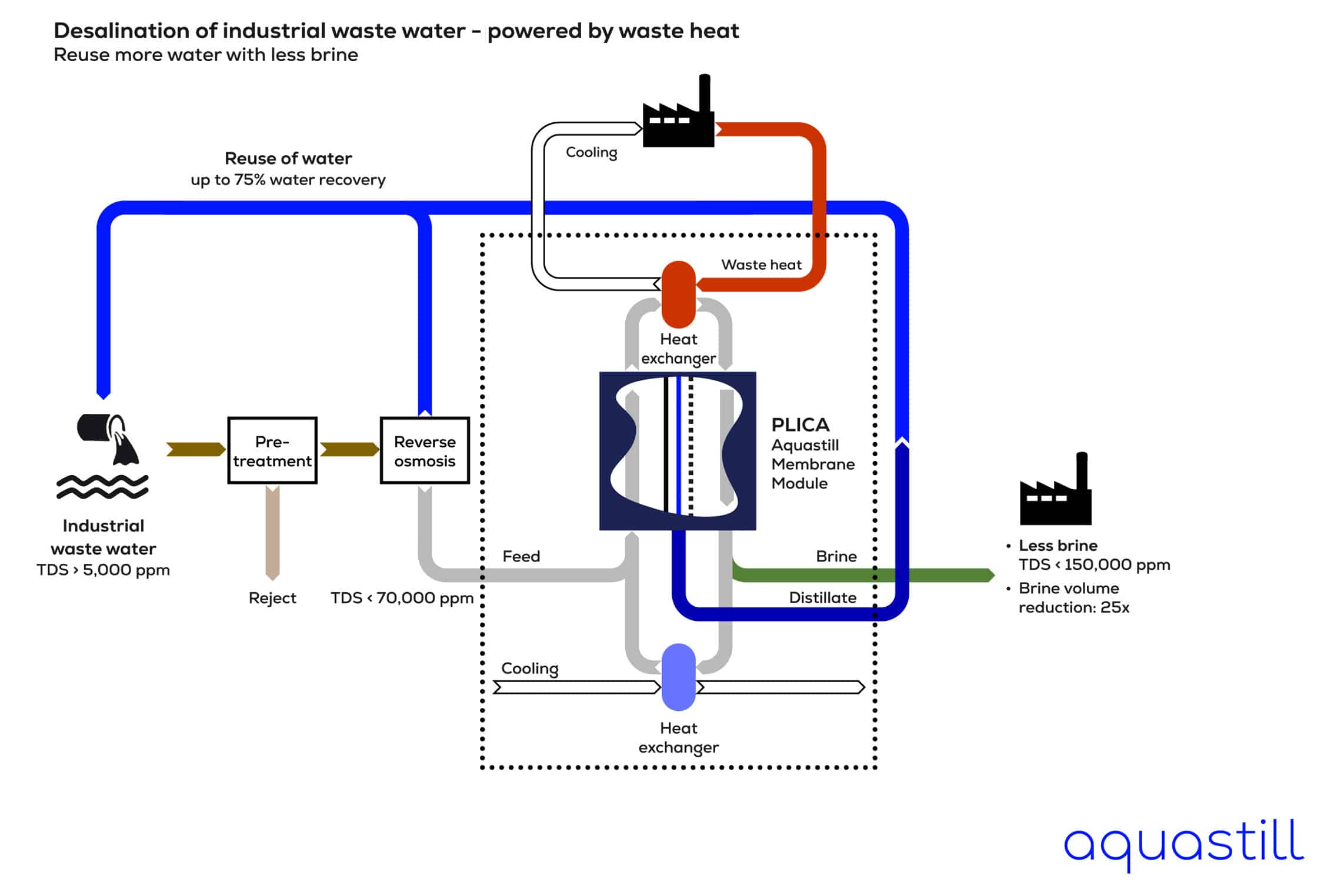
Hence, in the industry in general, complex treatment plants are needed for a wide variety of contaminant and salinities in this waste water in order to recover the clean water. This is the crucial point where membrane distillation (MD) has an enormous potential to improve and simplify the complex process of treating industrial effluent. This is due to its high water recovery rates from feeds that are highly saline and taking advantage of waste heat sources that are commonly present in industrial sites. Since MD is a thermally driven process, most of its energy demand is thermal and not electrical (no high pressure pumps are necessary). That means that waste heat sources that are generally available in industrial sites and which are not being valued, can now be a great resource to produce clean water at a lower cost.
Saving costs of brine discharge and/or transport costs.
Aquastill’s MD modules were designed to achieve the perfect balance between energy consumption and water production. These modules can successfully operate with feed waters with high salinities up to 70,000 ppm. And they can reach high recovery rates of at least 50%, with a maximum discharge brine salinity of 150,000 ppm. Ideally, a simplified pre-treatment setup would be necessary to remove components that increase the scaling and/or fouling potential for MD (such as filtration, softening, coagulation, flotation…). Additionally, a reverse osmosis (RO) system could be placed after the pre-treatment and prior to MD to increase the TDS level of the feed up to the limit of MD. In this way, the overall water recovery of the system is increased and two streams of clean water are being processed.
The recovered clean water, which can be up to 75% of the feed intake, can then be internally reused in the industrial processes. And so decreases the demand of fresh water intake from other limited and costly sources, protecting this valuable resource and the environment. Furthermore, the application of MD in the industrial waste water treatment leads to a significantly brine volume reduction by approximately a factor of 4 (a smaller brine volume, but with a much higher salinity). This allows industries to significantly save costs of brine discharge and/or transport costs for disposal.



Knowledge
Contact




